

电弧焊仍然是金属制造的基石,使用高温电弧来熔化和熔合材料。从手动到全自动系统的选项范围很广,选择最佳工艺取决于您的应用、环境和材料。让我们分解一下关键方法:
✴️ 芯弧焊工艺比较:
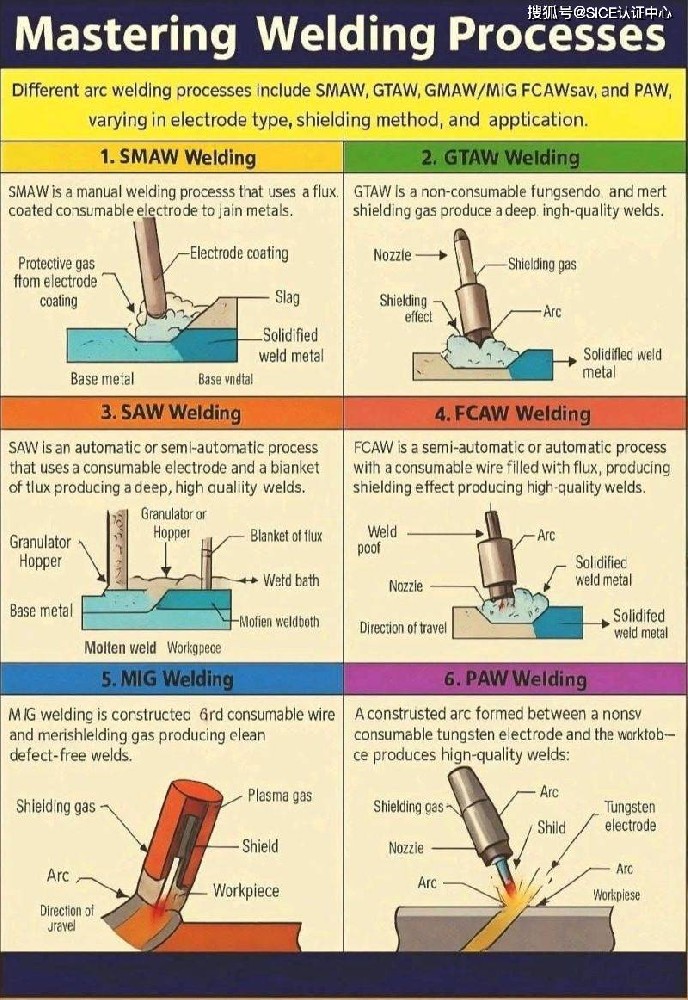
1. SMAW(保护金属电弧焊/“棒”)
* 电极:助焊剂涂层易损棒。
* 最适合:便携性、户外/大风条件、简单的设置。
* 限制:速度较慢,更换电极频繁,需要焊后除渣。
* 挑战:操作员技能依赖性高;在薄片上很难。
2. GTAW(钨极气体保护焊/“TIG”)
* 电极:非消耗性钨;单独添加填充金属。
* 最适合:** 在薄材料、有色金属(Al、Ti、Mg)上进行精密、干净的焊缝。
* 局限性:沉积速度慢;不适合厚截面。
* 挑战:对污染极为敏感;需要恒定的惰性气体屏蔽和高作技能。
3. SAW(埋弧焊)
* 电极:在颗粒助焊剂毯下馈入的连续自耗线。
* 最适合:沉积速率高,在厚部分穿透深度,飞溅最小。
* 限制:仅限于平坦/水平位置;笨重的设备。
* 挑战:对复杂接头或密闭空间的适用性有限。
4. FCAW(药芯电弧焊)
* 电极:带助焊剂芯的管状线(气体保护或自屏蔽)。
* 最适合:在户外或在重型/肮脏材料上实现高生产率。
* 局限性:产生炉渣和烟雾;需要飞溅管理。
* 挑战:需要仔细控制参数以防止气孔和缺陷。
5. MIG/MAG(金属惰性/活性气体焊接/“GMAW”)
* MIG(惰性气体 - Ar/He):
* 电极:连续实心线。
* 最适合:在有色金属 (Al) 或清洁钢上进行清洁、快速焊接;最少的清理。
* 限制:仅限室内/安静环境。
* 挑战:易受风/气流影响;需要精确的气体/电压控制。
* MAG(活性气体 - CO2/Ar+CO2):
* 电极:连续实心线。
* 最适合:碳钢的高速、高效焊接。
* 限制:不适用于有色金属。
* 挑战:飞溅/氧化增加的可能性;需要良好的气体控制。
❇️ 成功的关键见解:
✔️ 了解每种电弧焊工艺的优缺点可确保最佳选择。
✔️ 电极类型和屏蔽方法会显着影响焊接质量。
✔️ 焊接挑战可以通过培训、适当的设备设置和检查来缓解